Bei der zerspanenden Bearbeitung hinterl?sst die Oberfl?che des zu bearbeitenden Werkstücks immer feine, ungleichm??ige Werkzeugspuren mit versetzten Spitzen und T?lern. Bei Werkstücken mit hohen Anforderungen an die Oberfl?chenrauhigkeit ist oft ein zus?tzlicher Prozess - das Schleifen - erforderlich, was die Produktivit?t stark verringert.
Beim WSS wird mit Hilfe von Strangpresswerkzeugen aus Einkristall ein gewisser Druck auf die Oberfl?che des Werkstücks ausgeübt, wodurch das Oberfl?chenmetall des Werkstücks plastisch flie?t und die im Original verbliebenen niedrigen konkaven T?ler ausfüllt, wodurch eine Verringerung der Oberfl?chenrauhigkeit des Werkstücks erreicht wird. Die Oberfl?chenbearbeitung von einkristallinen Flie?presswerkzeugen verbessert nicht nur die Korrosionsbest?ndigkeit der Werkstückoberfl?che und erh?ht die Oberfl?chenqualit?t, sondern auch die Bearbeitungseffizienz. Darüber hinaus ist WSS in der Lage, Einkristall-Werkzeugdesign-L?sungen für verschiedene Bearbeitungsbereiche anzubieten, sowohl für die Au?en- als auch für die Innenbohrung des Werkstücks für eine stabile Bearbeitung.
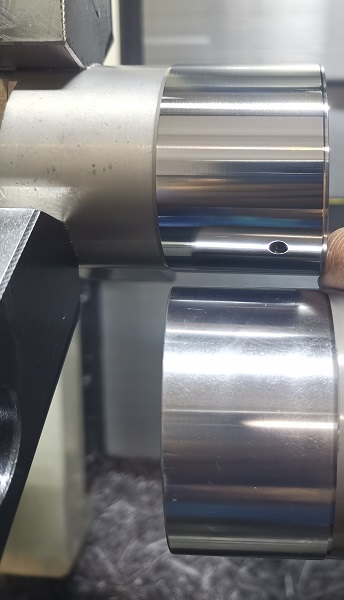
Oberes Werkstück: nach der Bearbeitung
Unteres Werkstück: vor der Bearbeitung
Verarbeitungsparameter:
Schnittgeschwindigkeit:50m/min
Vorschubgeschwindigkeit:0.05mm/r
Bearbeitungszugabe:0.02mm