天然金剛石刀具(ND)被廣泛應用于機械行業的精加工領域,通過真空焊接將天然金剛石材料焊接到刀體上,量身設計的幾何角度由特殊的磨削工藝制造而成,具有可被多次研磨的特性。
天然鉆石為白色透明,是目前已知礦物中最硬的物質,天然鉆石硬度10000,PCD硬度8000,CBN硬度6000,目前我公司天然金剛石刀具較小圓弧可以做到0.025。
ND刀具被分為兩種類型:舍棄式和刀桿一體式。刀桿一體式主要運用于鐘表的鏡面加工和產品的裝飾,舍棄式刀具以超精密、高抗震、卓越的鏡面加工能力被廣泛應用于車削、銑削和砂輪修整等。
合成單晶鉆石(MCD)也被稱為人工合成單晶,是人造鉆石,在控制條件下加工制成,不含雜質、包裹物和裂痕,其顏色為黃色,茶色透明,石墨粉及合金觸媒劑通過高溫高壓,重新結晶生長的金剛石稱人造金剛石單晶。目前尺寸很大的人造金剛石單晶,尺寸達8.2mm。
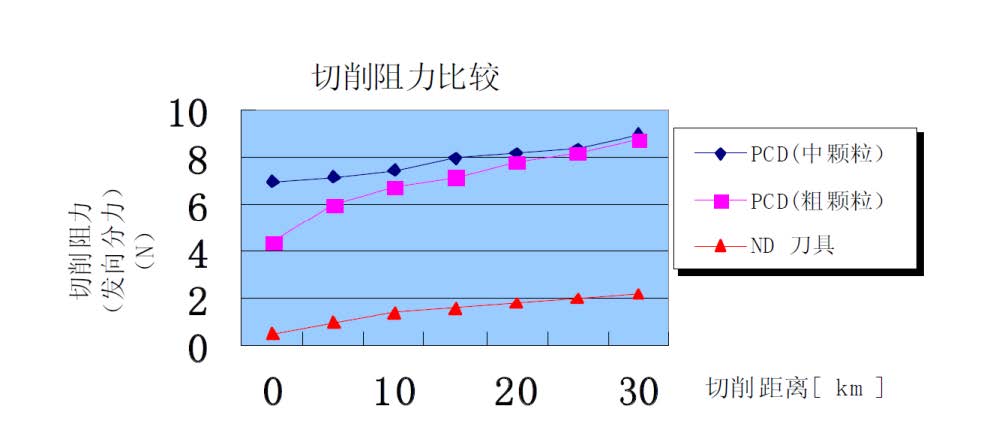
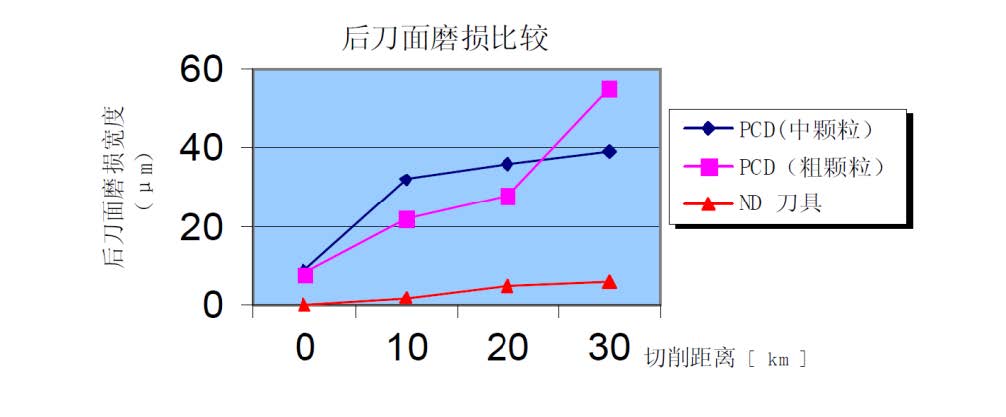
· 更高的硬度和耐磨性
在超精密加工時可以更大限度避免刀尖磨損對工件尺寸的影響
· 良好導熱性,較低的熱膨脹系數
切削加工時不會產生很大的熱變形
· 刃面粗糙度較小,刃口非常鋒利,可達Ra0.01~0.006μm
單晶切削余量小于0.02,PCD是小于0.2
· 摩擦系數低
有色金屬表面粗糙度可小達Ra0.1~0.02μm
PCD刀具加工時的表面粗糙時的Ra為0.15~0.5um
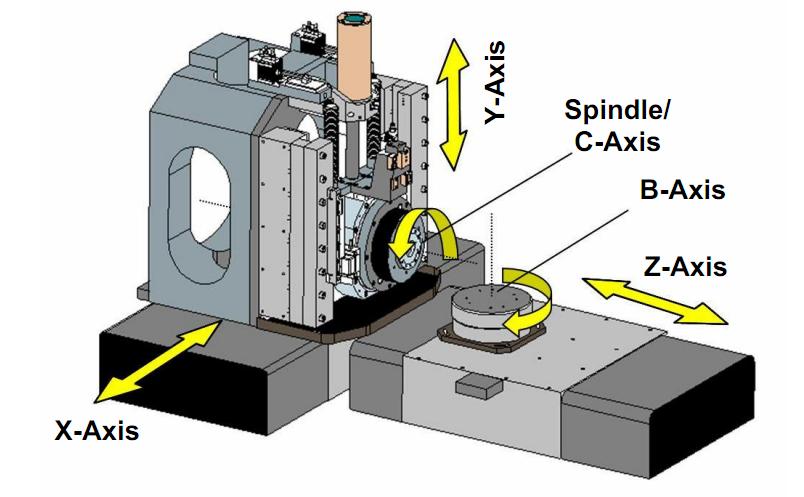
美國MooreNanotechnologySystem’s 350 FG
可加工材料:
金屬材料:鋁合金、鋁、黃銅、銅、金、鎳、銀、錫、鋅等金屬;
聚合物材料:丙烯酸樹脂、尼龍、聚丙烯、聚苯乙烯、硅膠等;
紅外晶體材料:氟化鈣、砷化鎵、鍺、氟化鎂、硅、硒化鋅、硫化鋅等。
軍工:離軸三反鏡、導彈整流罩、精密的紅外光學系統等;
民用:球面、非球面自由曲面透鏡、菲涅爾透鏡、高精密模芯、超亮超均勻導光板、復眼結構等。
· 紅外行業晶體的精車刀具
威士單晶刀具加工的圓弧大小可控,波紋度可做到100個納米以內,與進口刀具對比有著很高的性價比,幫助客戶減少單件成本并提升效率。單晶刀具可以加工Si, Ge, ZnS, ZnSe, CaF, InSb, GaAs, LiNb等材料。
· 醫療行業人體器官
· 菲涅爾透鏡加工用圓弧刀具
波紋度更高可做到50個納米以內,刃口200倍顯微鏡下無崩刃。威士可為美國摩爾,日本東芝等品牌金剛石單點車成熟配置刀具。
技術要求:
1. 刀尖及切削刃表面粗糙度小于0.01μm
2. 刃口范圍內直線度小于0.01μm,且前刀面與后刀面必須精研磨達到要求;刃口半徑0.2-0.5μm
3. 天然金剛石采用南非鉆石,沿金剛石強度最強方向作為切削刃
4. 金剛石焊接牢后修磨刃口和角度
5. 金剛石規格4x2x2 無色、透明、無裂紋、無雜質;12面體,南非鉆石D10等級,莫氏硬度10
6. 主要切削刃(主、副刃)在200倍顯微鏡下無缺口
7. 刀體材料45#,HRC40-45 刀體進行調質處理
· 鏡頭模仁加工刀具
刀尖夾角最小可做20°,輪廓度可做到50個納米以內,成熟應用模具模仁的超精密加工,此項為超高難度刀具。
· 車削外圓直線刀具
鋒利度可做到100個納米以內,車削鋁合金,銅合金等有色金屬,光潔度可以達到ra0.1以下。